Навчальний посібник Автоматизація технологічних процесів і систем автоматичного керування (частина 2)
Страница 12 из 15
2.7. АВТОМАТИЗАЦІЯ ЗБИРАННЯ ЯЄЦЬ ТА ЗАБІЙ ПТИЦІ
2.7.1. Автоматизація збирання яєць
Механізація та автоматизація збору яєць характерна для кліткового утримання курей. У кліткових батареях для збирання яєць застосовують стрічкові конвеєри, а також пересувні лотки. Яйце із гнізда або клітки скочується по похилій поверхні підніжної решітки в бік конвеєра або пересувного лотка. Скочується яйце відразу ж після того, як його знесла птиця, на стрічковий конвеєр. Збирають всі яйця на пересувні лотки під час руху кормороздавача.
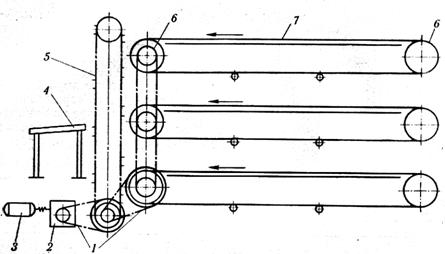
Рисунку 2.7.1. Кінематична схема механізму яйцезбирання на механізованій клітковій батареї для утримання курок-несучок: 1 — ланцюгові передачі; 2 — редуктор; 3 — електродвигун; 4 — приймально-нагромаджу-вальний стіл; 5 — елеватор: 6 — приводний і натяжний барабани конвеєра; 7 — конвеєр.
Курок-несучок на великих птахівничих підприємствах утримують в багатоярусних, розміщених у кілька рядів кліткових батареях. Щоб забезпечити вихід яєць з усіх ярусів і рядів на загальний приймально - нагромаджувальний стіл, використовують яйцезбиральні конвеєри з елеватором.
На рисунку 2.7.1 зображено кінематичну схему яйцезбирального механізму, який складається з трьох яйцезбиральних конвеєрів 7 в кінці яких розміщений елеватор 5. Із кліток яйця викочуються на стрічкові конвеєри, які транспортують їх у службове приміщення де вони скочуються на полиці-валки елеватора. З полиць елеватора яйця забирають на приймально - нагромаджувальний стіл спеціальними гребінками.
У кліткових батареях типу ОБН-1 один елеватор збирає і подає яйця на приймально нагромаджувальний стіл із кількох рядів батарей. Із кліток яйця поздовжніми конвеєрами подаються на поперечний конвеєр, з якого відсікач спрямовує їх на полиці елеватора. Переміщуючись елеватором вгору, а потім униз, яйця знімаються з нього переднім барабаном і скочуються на приймально - нагромаджувальний стіл.
Основну частину свого робочого часу пташниці затрачають на укладання яєць. Автоматизація укладання дає змогу у 2,5—3 рази збільшити продуктивність праці у пташнику.
Автоматичний укладач яєць складається з орієнтатора, укладального механізму, вічкового конвеєра, магазина порожньої тари, стопуючого пристрою, нагромаджувача і конвеєра заповнених прокладок. Працює укладальник так. Яйцезбиральний конвеєр подає яйця на роликовий орієнтатор, який переміщує і перевертає яйця гострим кінцем в один бік.
Орієнтовані яйця надходять на вічковий конвеєр. Після заповнення п'яти його вічок висовується заслінка механізму укладання яєць, і вони опускаються у тару гострим кінцем униз. Після цього тара зміщується на один рядок. Заповнена прокладка подається до стопуючого пристрою, у якому набирається від двох до десяти прокладок. Зібрана стопа автоматично передається на конвеєр. У процесі нагромадження стопи (комплекту) прокладки через одну згідно зі схемою їх укладання автоматично перевертаються на 90°.
Принципова електрична схема керування збором яєць у пташнику (рис. 2.7.2.) передбачає роботу в ручному, налагоджувальному й автоматичному режимах. Вибір режиму здійснюється багатопозиційним перемикачем SA1. Тумблерними перемикачами SA2...SA7 здійснюється дистанційне вмикання окремих установок у налагоджувальному режимі, a SA8 — при ручному керуванні. При вмиканні поперечного транспортера М3 магнітним пускачем КМ3 блок - контактами KV1:1 і KV1:2 через KV9.1 та KV9.2 підготовляється вмикання подовжніх транспортерів першого ярусу M1 і привода щіток очищення стрічок М2. На другому ярусі поперечний транспортер М4 через реле KV7 зблокований з електроприводом подовжнього транспортера М6, а через реле KV10 — з електроприводом очищення щіток М5.
В автоматичному режимі керування по заздалегідь розрахованому алгоритмі здійснює багатоканальний пристрій програмного керування (наприклад, КЭП-12У), що своїми контактами дублює функції контактів вимикачів SA2...SA7 і автоматично керує транспортерами.
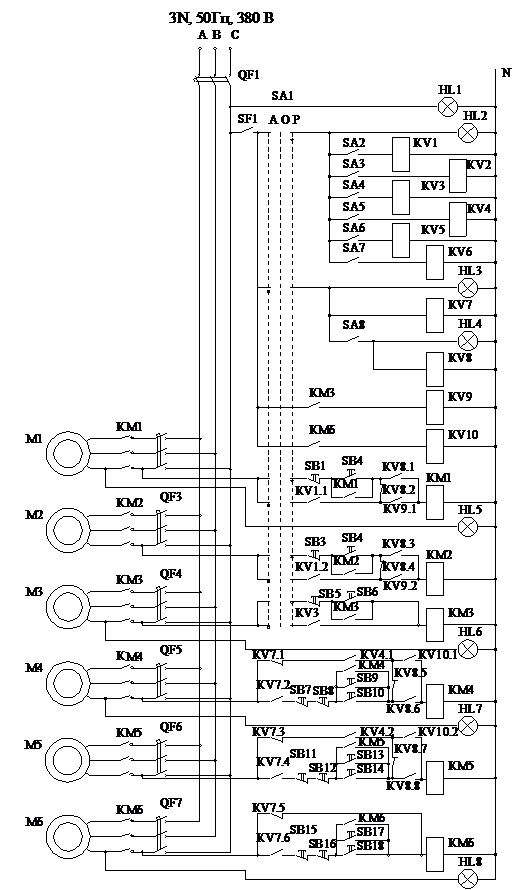
РИсунОк 2.7.2 . Принципіальна електрична схема керування збиранням яєць в пташнику.
При централізованому зборі яєць, щоб не втратити контроль над продуктивністю птахів, вводять автоматичний облік яєць, для чого використовують лічильники різних конструкцій (наприклад, СИСЭИСЭ-5), датчики імпульсів для який можуть служити фотореле або з мікроперемикачами (герконами) релейні елементи.
ЗАПИТАННЯ
1. Як здійснюється збирання яєць в кліткових батареях? 2. Який пристрій здійснює автоматичне керування лінією збирання яєць? 3. Вкажіть правильну послідовність вмикання лінії збирання яєць 4. Які пристрої використовують для збирання яєць?
ТЕСТИ
1. Які пристрої використовують для збирання яєць
A. Застосовують стрічкові конвеєри
B. Застосовують пересувні лотки
C. Застосовують стрічкові конвеєри, а також пересувні лотки.
2. Використовуючи принципову електричну схему вкажіть в яких режимах працює лінії збору яєць у пташнику?
A. Передбачається робота в ручному, налагоджувальному й автоматичному режимах які встановлюються багатопозиційним перемикачем SA1
B. Передбачається робота в ручному, автоматичному режимах які встановлюються багатопозиційним перемикачем SA1
C. Передбачається робота в налагоджувальному й автоматичному режимах які встановлюються багатопозиційним перемикачем SA1
3. Використовуючи принципову електричну схему лінії збору яєць у пташнику вкажіть для чого використовуються тумблер SA8?
A. Здійснюється автоматичне вмикання окремих установок у налагоджувальному режимі
B. Здійснюється дистанційне вмикання окремих установок у налагоджувальному режимі
C. Здійснюється ручне вмикання лінії
4. Використовуючи принципову електричну схему лінії збору яєць у пташнику вкажіть в якій послідовності вмикаються двигуни М1, М2, М3 першого ярусу?
A. При вмиканні поперечного транспортера М1 магнітним пускачем КМ1 блок - контактами KV1:1 і KV1:2 через KV9.1 та KV9.2 вмикаються подовжній транспортері першого ярусу M3 і привід щіток очищення стрічок М2.
B. При вмиканні поперечного транспортера М3 магнітним пускачем КМ3 блок - контактами KV1:1 і KV1:2 через KV9.1 та KV9.2 вмикаються подовжній транспортері першого ярусу M1 і привід щіток очищення стрічок М2.
C. При вмиканні поперечного транспортера М2 магнітним пускачем КМ2 блок - контактами KV1:1 і KV1:2 через KV9.1 та KV9.2 вмикаються подовжній транспортері першого ярусу M1 і привід щіток очищення стрічок М2.
5. Використовуючи принципову електричну схему лінії збору яєць у пташнику вкажіть для чого використовуються тумблерні перемикачі SA2...SA7?
A. Здійснюється дистанційне вмикання окремих установок у налагоджувальному режимі
B. Здійснюється ручне вмикання окремих установок у налагоджувальному режимі
C. Здійснюється автоматичне вмикання окремих установок у налагоджувальному режимі
2.7.2. Автоматизація процесу забою птиці
Для забою птахів й обробки тушок до товарних кондицій сучасні спеціалізовані птахівничі господарства мають забійні цехи, обладнані напівавтоматичними забійними лініями (рисунок 2.7.3). Птахів, доставлених із пташників у клітках, підвішують за ноги закрепами на ланцюзі підвісного конвеєра, що рухається повільно зі швидкістю 0,08 м/с убік робочого місця забою і знекровлювання.
Перед забоєм апаратом для електроглушіння, на який подається слабкострумова напруга від 650 до 900 В, птахів приводять у спокійний стан. За допомогою спеціальних ножиців птахів умертвляють. Над жолобом для стоку крові кожен птах рухається протягом 2 хв., а потім надходить у камеру теплової обробки, де протягом наступних 2 хв. її обробляють паром при температурі 52...54°С (для курчат 51...53°С). Потім тушка проходить по черзі ряд машин, де знімається махове перо з крил і хвоста, оперення з голови і шиї. Далі тушки миють теплою водою протягом 30 с і піддають воскуванню, підсушують і попередньо прохолоджують. Потім віск із тушок видаляють, обробляють лапки, тушки знімають з конвеєра, упаковують у тару і відправляють у камеру охолодження.
Запускають забійну лінію з центрального пульта керування. Послідовність включення в роботу окремих машин здійснюється багатоканальним програмним пристроєм.
Забійна лінія В2-ФЦЛ-3 використовується для переробки бройлерів, курей та курчат.
Цех призначений для обслуговування бройлерних птахофабрик потужністю 1 млн. голів на рік, а також великих птахофабрик яєчного напрямку, племптахозаводів.
Продуктивність цеху—3000 гол/год з випуском м'яса птиці в і готовому вигляді, супових наборів із ніжок та голів, кісткового борошна та пір'я.
Для збереження птиці у забійному цеху передбачені чотири універсальні холодильні камери на 240 т. До забійного цеху входять такі технологічні лінії (ділянки):
Ділянка транспортування птиці до місця її підвішування на конвеєрі;
Лінія забою птиці та первинної обробки тушок;.
Лінія обробки тушок;
Лінія охолодження тушок та харчових субпродуктів;
Лінія запаковування внутрішніх органів у поліетиленову плівку;
Ділянка сортування, фасування та запаковування тушок у пакети з поліетиленової плівки;
Ділянка переробки відходів тваринницького походження на кормове борошно.
Пристрій для санітарної обробки К7-ФО-2-Л6 призначений для очищення та дезінфекції всіх рухомих елементів конвеєра. Його встановлюють перед ділянкою підвішування живої птиці. Цей механізм, який складається з двох щіток, що обертаються, розташовані на відкритих стінках.
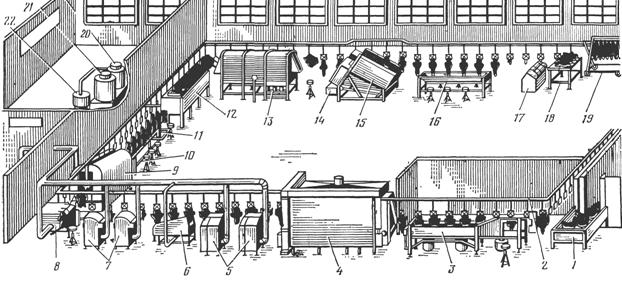 Рисунок 2.7.3. Технологічна схема напівавтоматичної лінії забою птиці:
Рисунок 2.7.3. Технологічна схема напівавтоматичної лінії забою птиці:
1 - загін для птахів; 2 - підвісний конвеєр; 3 - жолоба для забою і знекровлювання; 4 - камера для теплової обробки тушок; 5,6,7, 8 - машини для видалення пір’я; 9 - автоматична машина для видалення пуху з тушки; 10 - стіл для збору залишків пера при ручній обробці тушок; 11 - стіл для обробки тушок; 12 - ванна для автоматичного воскування тушок; 13 - охолоджувач для воскованих тушок; 14 - візок для збору і транспортування воскової маси; 15 - автоматична машина для зняття воскового покрову з тушок; 16 - стіл для збору залишків воскової маси при ручній обробці тушок; 17 - машина для миття лапок; 18 - машина для упакування тушок; 19 - візок для транспортування тушок; 20 - бак розплавленої воскової маси; 21 - бак для регенерації воскової маси: 22 - центрифуга для відділення воскової маси.
Апарат електроглушіння РЗ-ФЗО призначений для анестизування живої птиці електричним струмом під час її руху на конвеєрі. У вигляді контактного електроду в ньому використовують воду, яка знаходиться в ізольованому об'ємі. Апарат складається із стояка, ванни, контактної напрямної лебідки для регулювання висоти встановлення ванни та електричного блока.
Птиця, занурюючись з головою у воду, до якої підведений електричний контакт, замкне електричне коло вода—напрямна (другий електрод), під дією струму впадає в шоковий стан, що полегшує подальший забій. Наявність води забезпечує надійний контакт та дозволяє значно знизити робочу напругу струму, потрібну для глушіння птиці. Пропускна здатність апарату для бройлерів, курей та курчат до 6000 гол/год, а для каченят та качок 2000 гол/год. Діючу напругу електричного струму можна змінювати в межах 15—220 В, габаритні розміри установки 1350х950х2200 мм, маса 150 кг. Час глушіння 6с. Напруга робочого середовища для бройлерів (курей, цесарок) 90—110 В, а для каченят (гусенят, індичат) — 120—135 В.
Машина для зовнішнього забою В2-ФЦЛ-6/4 складається із каркасу, регульованого за висотою стояка, привода, дискового ножа, двох напрямних та двох підпружинених важелів.
Лічильник птиці В2-ФЦЛ-6/66 складається із системи важелів та напрямних, змонтованих на металевій рамці, та ящика, який виноситься за межі забійного цеху.
На рамі кріпиться клемна коробка та двох направляючих, до однієї з яких кріплять датчики з вимикачем, важелем та противагою.
Машина для зняття пір'я К7-ФЦЛ/7 складається з двох панелей, двох опорних рам, зрошувальної системи та системи важелів. Кожна панель представляє собою каркас, зварений з листів та стяжок. На одному з листів кожного каркасу, який також є передньою стінкою, змонтовані три ряди ротодисків (по сім вузлів у кожному ряду). Всі ротодиски обладнанні рифленими гумовими робочими органами (формовими виробами) — пальцям. Верхній та нижній ряд ротодисків зроблені з нахилом.
ЗАПИТАННЯ
1. Як здійснюється процес забою птиці? 2. Які основні лінії та ділянки входять до забійного цеху птиці? 3. Які технологічні операції виконуються в лінії забою птиці?
ТЕСТИ
1. За допомогою якого пристрою здійснюється послідовність вмикання окремих машин лінії забою птиці
A. Послідовність включення в роботу окремих машин здійснюється вручну
B. Послідовність включення в роботу окремих машин здійснюється багатоканальним програмним пристроєм
C. Послідовність включення в роботу окремих машин здійснюється за допомогою реле часу.
2. За допомогою чого здійснюється вмикання окремих машин лінії забою птиці?
A. Здійснюється програмним реле часу
B. Здійснюється багатоканальним програмним пристроєм.
C. Здійснюється за допомогою реле часу
3. Для чого призначений апарат електроглушіння РЗ-ФЗО лінії забою птиці?
A. Для анестизування живої птиці електричним струмом під час її руху на конвеєрі у якому використовують воду в вигляді контактного електроду.
B. Для омертвляння живої птиці електричним струмом під час її руху на конвеєрі
C. Для забою живої птиці електричним струмом під час її руху на конвеєрі у якому використовують воду в вигляді контактного електроду.
4. Як здійснюється зняття пір'я машиною К7-ФЦЛ/7 лінії забою птиці?
A. За допомогою витяжних вентиляторів які розміщеними в два ряди
B. За допомогою працівників лінії які розміщеними в два ряди
С. За допомогою ротодисків які обладнанні рифленими гумовими робочими органами (формовими виробами) — пальцям і розміщеними в два ряди